Balanceo línea de ensamble ⏰ Método y Cálculos

A continuación veremos un caso de balanceo de línea de ensamble aplicado en un sistema productivo. En este desarrollaremos los pasos de aplicación para la realización de balanceo de línea de ensamble.
En ese camino aplicaremos los pasos para balancear una línea de ensamble. Como hemos visto en el artículo referido a líneas de ensamble, este es un método útil para optimizar los recursos intervinientes en las actividades de administración de operaciones. De esta manera atacamos los costos.
Durante el desarrollo de este caso no vamos a entrar en detalle de explicación de las fórmulas utilizadas. Si tienes dudas sobre eso puedes consultar este articulo donde explicamos el origen de cada una de ellas.
Ejemplo práctico de balanceo de línea
Tolosa Toys es una empresa que va a empezar a producir un nuevo producto y lo presentaremos como un buen ejemplo de línea de ensamble de juguetes. Este nuevo producto será formado por cinco piezas diferentes. Cada uno de estos componentes proviene de un proveedor diferente, por lo que la gerencia de operaciones desea prestar vital atención a la planificación de la producción. Es crítico para ellos no quedarse desabastecidos de piezas y por ende, tener que parar la línea.
Más allá de las preocupaciones sobre la logística de los proveedores que impacienta a los coordinadores de cada célula de trabajo, el director de operaciones ha dado instrucciones claras de comenzar cuanto antes con los cálculos de diseños para comenzar con la obra de instalación y modificación de las líneas de ensamble.
Información del departamento de ventas de Juguetes
La demanda estimada para el producto es de 24.000 unidades por mes. Actualmente, la fábrica está trabajando en 1 solo turno de 8 horas para abastecer la demanda de otros productos y se cuenta con la capacidad para establecer otro segundo turno de 8 hs. Este turno será exclusivo para fabricar este nuevo juguete.
La legislación laboral prevé un 15% de tiempo de descanso para los trabajadores. Además, se deben considerar que cada mes tiene 20 días laborables.
El equipo de ingeniería industrial se ocupó de mandar toda la información en tiempo para la gerencia de operaciones de Tolosa Toys para que pueda comenzar lo antes posible con el proyecto. En la siguiente tabla se muestran las tareas definidas para lograr este producto.

Diagrama de proceso para realizar balanceo de línea de ensamble
Como ya lo dijimos ,el primer paso es elaborar el flujograma del proceso de fabricación. A continuación mostramos cómo quedaría el flujograma en función de la tabla anterior, la cual representa al proceso operativo:

Análisis de tiempos característicos de la línea de ensamble
Cálculo del takt time para balanceo línea ensamble
Como información nos provee la demanda mensual, la cual será de 24000 unidades/mes. Por el otro, nos aclara que el tiempo disponible será de 1 turno de 8 horas. Además nos aclara que debemos descontar 15% por tiempos de descanses y solo se deben considerar 20 días al mes.

Si llevamos todos a unidad de meses, tendríamos, 24000 unidades y 136 horas disponibles (calculado como 8 horas/día*20 días/mes*0.85). Si lo llevamos de horas a minutos serían, 489600 segundos disponibles.

Tiempo de proceso
Definido anteriormente como la sumatoria de las tareas manuales. En este caso, vamos a identificar las tareas manuales con una M sobre la tabla como se muestra a continuación.
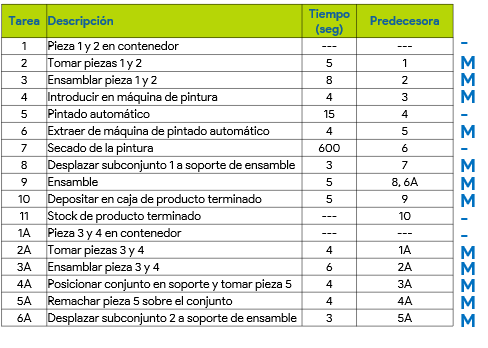
Vale una aclaración importante y sobre la actividad de secado. Si bien podemos identificarla como una actividad de espera (que no agrega valor), en realidad es parte del proceso, ya que si la pieza no realiza un correcto secado, no cumplirá con los requerimientos establecidos en el sistema de gestión de calidad. En ese sentido, luego del balanceo de la línea realizaremos el dimensionamiento del tamaño del horno para saber cuántas piezas como mínimo debe secar en simultáneo para poder cumplir con el ritmo de trabajo definido en el balanceo.

¿Cómo debemos balancear la línea de ensamble para trabajar con el mínimo stock posible?
Para poder llegar a este objetivo y trabajar just in time, primero identificaremos el número teórico de estaciones. Para ello vamos usar la fórmula de cálculo de Nt:

En muestro caso el teórico es 2.69 y el real es 3.

Ejecución del balanceo de línea de montaje
Para realizar el balanceo, vamos a asignar a cada estación el tiempo de takt time y le vamos a comenzar asignar actividades por el criterio de priorización de la duración de tarea. Esto quiere decir que las tareas más largas tendrán más prioridad y deberán asignarse primero.



¿Es eficiente el balanceo?
Podemos ver que si bien el Nr no es exacto al Nt, la eficiencia del balanceo es relativamente buena. Esto se debe a que el tiempo de ciclo de las 3 estaciones están más de 1 segundo por debajo del takt time, y que hay poco tiempo ocioso en las estaciones.


Cálculos de capacidad y productividad de la línea de ensamble
En este sentido, podemos ver que la capacidad diaria será de 1288.4 juguetes por día, que sale de calcular el tiempo efectivo (8 horas*0.85 *60 minutos/horas * 60 horas/ segundos) dividido el tiempo de ciclo (en nuestro caso, 19 segundos).

De igual manera podemos analizar la productividad como lo producido sobre los recursos utilizados.

Dimensionamiento del horno
Ya hemos llegado a una conclusión sobre cómo deben organizarse las operaciones de la línea de ensamble para cumplir con la demanda planteada por el departamento de ventas. Ahora solo queda calcular la capacidad mínima que debe tener el horno para poder soportar esta configuración de proceso.
Para ello, vamos a calcular el stock de secado mínimo, cómo la relación entre el tiempo de secado y el tiempo de ciclo. Este parámetro nos va a indicar cuál es el número de piezas mínimo que el horno debe secar en simultáneo para poder operar a un ritmo de 19 segundos por unidad.

Esto quiere decir que si operamos con un horno que tenga capacidad menor 31,6 unidades, entonces no podremos lograr tiempos de ciclo de 19 segundos y las estaciones de trabajo marcharán al ritmo del horno.
¿Te gustó este contenido? Seguinos en nuestras redes sociales para acceder a más artículos, herramientas y recursos sobre ingeniería industrial:


{kind=link}
{kind=link}
{kind=link}